钻孔电火花加工指南:优点和缺点
使用传统钻孔方法对合金钢或钛等硬质金属进行钻孔。但可以使用一种方法,即电火花加工 (EDM)。EDM 深孔钻孔最适合在金属和导电材料中钻孔。EDM 服务用途广泛,因此多年来已成为一种要求很高的方法。本文将探讨所有这些优点和局限性,以及如何以最佳方式使用这种技术
什么是电火花钻孔?
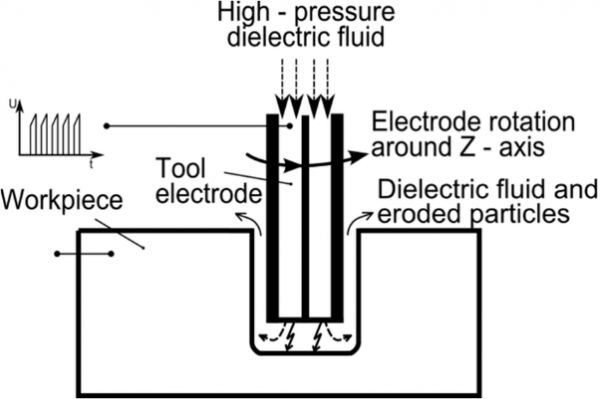
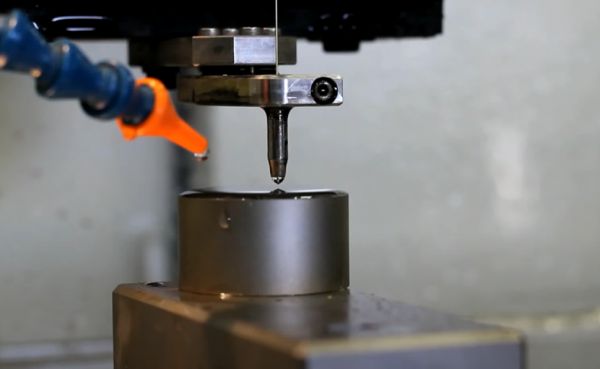
钻孔电火花加工可以产生深微孔。这些孔的直径为 0.065 毫米,深度可达 1 米。电源连接到电极和工件。通常电极带负电荷,工件带正电荷。在电极上产生电荷后,介电流体将电荷传导到工件。它产生高温火花。它蒸发并侵蚀该区域的金属。空心电极有助于介电液体流动。这种流动与电极旋转一起稳定了电火花加工过程。它还有助于从工件上去除碎屑。旋转的电极向下移动并钻孔。
电火花加工 (EDM) 与钻孔有何区别?
EDM 钻孔可以轻松穿透坚硬的材料。EDM 钻孔具有高质量的孔和与传统钻孔不同的一致结果。普通钻孔无法产生这样的结果,也无法钻硬表面。
电火花钻孔的原型制作与生产
生产和原型 EDM 钻孔之间的主要区别在于公差和精度要求。
模型线切割原型具有达到复杂行业所需精度的潜力,EDM 深孔钻孔公差可达 ±0.050mm。这可以通过精确控制钻孔深度、机器速度和整体高效加工来实现。
生产电火花钻孔的生产要求通常为±0.050 毫米,公差。所需孔径范围为 0.5-1.5 毫米。
电火花钻孔工艺
EDM 钻孔使用小电极在材料上钻孔。电极由石墨、黄铜、铜或钨制成。电极是空心管,内有流动的介电液体。当电极和工件足够接近时,会产生火花。它可以产生 8,000-12,000°C 的局部温度。火花的速度为 500-30,000/秒。高压介电流体通过空心电极的中心泵送。然后,该介电流体被电离并产生火花。它会将材料从孔中腐蚀出来。
快速电火花钻孔
电火花钻孔中的单通道电极与多通道电极
单通道和多通道电极的主要区别在于它们产生的孔的类型以及它们的性能。
单通道电极这些电极可在材料中形成最佳钻孔。它们更经济,制造所需的材料更少。单通道电极的性能更好,因为冷却液流量高,冷却效果和材料去除率更好。
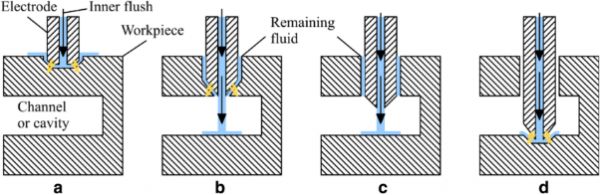
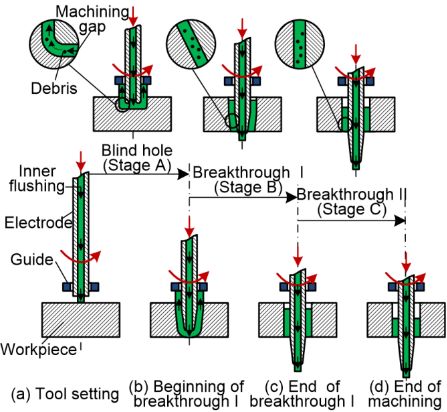
多通道电极这些最适合精密加工,因为多通道可以增加碎片冲洗和冷却。它进一步提高了切削速度并减少了电极磨损。它们设计有内部通道,可以钻盲孔并烧掉孔底的多余材料。然而,由于在较高的钻孔深度处碎片颗粒会堆积,因此尺寸精度较低。
控制电火花钻孔的锥度
为了控制 EDM 钻孔,请使用 ECM(电化学加工)和 EDM。这有助于实现锥形形状、圆角和更好的表面粗糙度。另一种方法是使用体积锥度补偿,通过调整与编程尺寸的变化,可以在 EDM 数据屏幕上进行。
介电流体在电火花钻孔中的作用
介电流体冲走蒸发的物质并稳定放电。它使水或油脱离子,通过喷嘴或电极管输送到钻井区。

电火花钻孔的优点
钻孔电火花加工技术有很多好处。
快速孔钻孔电火花加工机
精密且准确
它为非常复杂的部件和设计提供高水平的准确度和精度。由于采用非接触式工艺,材料损坏和变形最小。它提供一致且准确的孔尺寸。
加工坚硬且精细的材料
它可以在各种材料上钻孔,包括硬质和精细材料。硬钢、碳化钨、钛和陶瓷等硬质材料都可以轻松钻孔。它可以制造各种尺寸和形状的孔,使其成为一种多功能制造工艺。
电火花钻孔的缺点
这个过程也有一些局限性
处理时间较慢
总的来说这是一个缓慢的过程。钻一个孔可能需要几分钟。因此,对于大批量生产来说,这不是一个好的选择。
与传统钻井相比成本更高
这是一个相对昂贵的工艺,生产零件耗时长,而且能耗较高。
电火花钻孔的常见应用
电火花切割的常见应用如下:
航天工业应用
航空航天业需要能够承受极端条件的高精度部件。EDM 钻孔可在涡轮叶片中产生冷却孔。它确保了飞机部件的耐用性和可靠性。
医疗器械制造
耐用且精密的植入部件是医疗行业的主要要求之一。快速电火花钻孔可以在钛和陶瓷等硬质材料上钻孔,且零件精度高、一致性好。
汽车领域的应用
快速电火花钻孔技术可在硬质材料上精确、灵活地制造复杂形状和部件。它可生产公差严格、几何形状精细的高性能汽车部件。
电火花钻孔材料
电火花钻孔常用的材料
EDM 钻孔可应用于硬质材料,如不锈钢 304、316、303、钛、钨、硬化钢和 Inconel 合金。EDM 钻孔可应用于硬质材料,如不锈钢 304、316、303、钛、钨、硬化钢和 Inconel 合金。材料选择很重要,因为它会显著影响孔质量和加工过程的整体效率。电极和工件极性对材料去除率和表面粗糙度有很大影响。
细孔电火花钻孔专用材料
微孔电火花钻孔的专用材料是硬质合金(WC-Co)、高速钢(HSS)和实心槽硬质合金钻头。

细孔电火花钻孔能力
实现微直径孔
激光束钻孔 (LBD) 是一种最常用的非接触式技术,可以在多种材料上创建微直径的孔。
复杂几何形状和深孔钻削
细孔电火花钻孔可有效加工复杂几何形状的微孔。介电液体可保持工作场所凉爽并清除碎屑。
最大限度地减少电火花钻孔中的热影响区
微孔电火花加工中的材料去除是通过电火花完成的。因此,传递到工件的热量极小。这导致热影响区较小,材料变形的风险较低。
电火花钻孔、线切割和电火花成型
EDM 变体比较
区别
电火花钻孔
线切割加工
电火花加工机
零件
适用于小而深的孔
复杂的部件和详细的外部轮廓
复杂的 3D 形状
平台精度
电火花切割精度高
不仅仅是电火花钻孔
更高的进动
使用方便
耗费时间且流程较长
易于使用且节省时间
与 EDM 钻孔相同
电极
完整的电极形状
细金属丝
定制形状电极
材料
硬化钢、钛、钨、陶瓷
铜、铝、黄铜、钼、复合丝
导电材料
何时使用 EDM 钻孔与其他 EDM 类型
电火花钻孔用于制作精确且形状复杂的孔。线切割用于制作挤压工具、冲头和模具以及厚形状。电火花成型用于制作复杂的三维部件。

与拓发中国合作进行电火花钻孔的优势
Tuofa China 提供 EDM 服务,结合高速 CNC EDM 钻机的高效工艺,对钻孔深度和孔质量有极其精确的控制。更多信息: https://www.tuofa-cncmachining.com/
拓发电火花钻孔能力概述
最先进的设备:Tuofa 配备了现代化的 EDM 机器,能够处理各种各样的应用。经验丰富的团队:我们技术精湛的工程师和技术人员团队在电火花钻孔方面拥有丰富的经验。质量保证:我们遵守严格的质量控制标准,以确保我们工作的精确度和准确性。定制:我们可以定制我们的 EDM 服务以满足您的特定要求和规格。如何开始使用 Tuofa 的 EDM 钻孔服务
联系信息:提供方便获取 Tuofa 的联系方式。询价流程:概述请求报价或下订单所涉及的步骤。咨询:提供咨询服务,帮助客户确定最适合其需求的 EDM 解决方案。联系方式及咨询流程
Website: https://www.tuofa-cncmachining.com/电子邮箱: info@tufoa-cncmachining.com联系电话:+86 13713980135通过选择拓发中国满足您的 EDM 钻孔需求,您可以受益于我们的专业知识、优质工艺和对客户满意度的承诺。
相关知识
剖宫产和顺产的优点与缺点
划船机优缺点?
电子病历优点论文
11款网红美容仪优缺点对比,避坑指南
孔明教授:“机遇和挑战”—肝病营养研究热点与难点
剖腹产和顺产的优缺点?
剖宫产和顺产的优缺点
盘点家有孕妇十大风水禁忌,家里有孕妇可不可以在墙上打孔
儿童益智玩具有哪些优点和缺点?
地中海饮食的6个优点和2个缺点 – 美豆芽健康饮食养生网
网址: 钻孔电火花加工指南:优点和缺点 https://m.trfsz.com/newsview336453.html