GB/T 37361

墙面漆 家具 家用电器 简述了GB/T37361—2019/ISO/TS19397:2015漆膜厚度的测定超声波测厚仪法的原因,对标准的主要内容进行了简要介绍。关键字:工业涂料
文/夏渊1,穆志超2 ,张文慧2 ,刘洪娟1,汉继程1,官自超2 ,李静静1
1. 中海油常州涂料化工研究有限公司;2.国恒信(常州)检测认证技术有限公司
摘要:简述了GB/T37361—2019/ISO/TS19397:2015漆膜厚度的测定超声波测厚仪法的原因,对标准的主要内容进行了简要介绍。本标准的制定使得国内涂料行业有关该项目指标的测定方法能够很好地统一起来,且方便产品进入国际市场,从而规范和促进涂料行业的健康发展。
关键词:漆膜厚度;超声波测厚仪;测定
Interpretation of GB/T37361-2019/ISO/TS19397:2015 Determination of Film Thickness Using Ultrasonic Thickness Gauge Method
Xia Yuan1, Mu Zhichao2, Zhang Wenhui2, Liu Hongjuan1, Han Jicheng1, Guan Zichao2,Li Jingjing1
(1.CNOOC Changzhou Paint and Coatings Industry Research Institute Co., Ltd., Changzhou, Jiangsu 213016, China; 2. National GoldenSun (Changzhou) Testing and Certification Technology Co., Ltd.,Changzhou, Jiangsu 213016, China)
Abstract:The development of electrochemical impedance spectroscopy (EIS) on coated and un?coated metallic specimens-Part 3: processing and analysis of data from dummy GB/T37361-2019/ISO/TS19397:2015Determination of the Film Thickness Using Ultrasonic Thickness Gauge Method is described. The main content of the standard is briefly introduced. The formulation of the standard enables the measurement methods of the project indicators in the domestic paint industry to be well unified, facilitates the entry of coatings industry into the international market and standardizes and promotes the development of the coatings industry.
Keywords:film thickness; ultrasonic thickness gauge method; determination
0 引言
超声测厚仪是利用最新高性能、低功耗的微处理器技术,利用超声检测的基本理论,实现了对各种不同材质的厚度检测。能对各类管材及压力容器的壁厚进行检测,并能监控其在使用期间被腐蚀后的减薄情况。超声波技术因其易于操作,可对金属、非金属材质的厚度进行了快速、精确检测,不会造成任何的污染,特别是当仅允许一个侧面可按触的场合,更能体现它的优势。超声波技术适用于检测各种板材、管材的壁厚和锅炉容器的壁厚和其局部腐蚀状况,因而对冶金、造船、机械、化工、电力、原子能等行业的产品检测及其设备的安全性和运行发挥着重要的作用。
这是目前常规漆膜厚度的测定方法所不具备的,因此对于那些在特殊条件下涂层膜厚的测定具有非常重要的意义[1-2]。
为使我国基础标准与国际接轨,全国涂料和颜料标准化技术委员会秘书处上报了《漆膜厚度的测定超声波测厚仪法》国家标准的制定计划,拟采用国际标准ISO/TS19397∶2015制定国家标准,以提高我国标准的水平。
1 涂层超声波测厚仪测厚法相关标准的现状
涂层厚度测量技术一般有无损测量法,例如磁性测量、涡流测量、超声波测量以及千分尺测量等。此外还有破坏性的测量法,例如横断面测量法和重量分析法等。对于粉末和液体状涂料,在干燥固化前同样可以采取一些有效方法对其薄膜厚度进行测量。然而,超声波在金属和非金属基材上都可以测定涂膜厚度的方法,应用广泛。
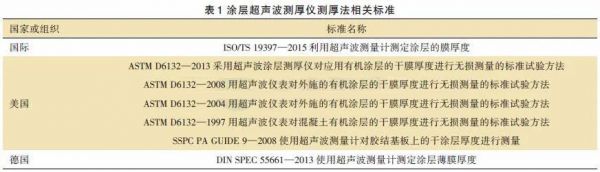
涂层超声波测厚仪测厚法相关标准如表1所示。
2 验证试验
国家涂料质量监督检验中心在涂料检测过程中对膜厚的测定时常采用超声波测厚仪测量,迄今已完成了很多超声波膜厚测试的委托检验,多年的检验实践及客户的反馈未发现超声波测试异常问题。此外,在标准制定过程中也选取了一些有代表性的基材样品进行了验证试验,与国际标准结果一致,符合测试需求,具体实验结果见表2。

3 GB/37361-2019/ISO/TS19397:2015主体内容
3.1 标准适用范围
本标准规定了一种使用超声波测厚仪测定金属和非金属基材上涂层膜厚的方法。
3.2 标准编制原则
本次标准的制定以与国际通用的方法接轨、方便实用为原则,转化了国外相关标准,具有较好的实用性和科学性。
3.3 标准主要内容
本标准详细介绍了超声波测厚仪的使用原理。根据超声波脉冲反射的原理来对物体厚度进行测量,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲会发生反射而返回探头,通过精确测量超声波在材料中传播的时间来计算被测材料的厚度。标准还介绍了仪器设备以及仪器设备的校准、调整、测试步骤和一些影响因素,并对试验报告的内容进行了规定等。
3.3.1 仪器和材料
(1)超声波膜厚测量装置
带有超声波传感器及测量组件的装置。超声波传感器用于发送和接收超声波脉冲,测量组件用于根据传播时间测定对应的膜厚。
(2)耦合剂
使探头和试样之间声学接触充分耦合。通常采用液体(例如水或油)或凝胶偶联剂。
3.3.2 测量设备的校准、调整和检查
(1)校准标准
为检查测量装置的功能,应使用工作标准。
为了检查测量方法和在使用前调整装置,应使用一个工作测量标准,该测量标准在膜厚、涂层体系、基材和各涂层厚度等方面应与待测物体相符。
(2)校准
根据制造商提供的信息校准设备。
3.3.3 测量步骤
按照制造商提供的信息操作设备。
在涂层上涂一些耦合剂并测量其膜厚度。将传感器垂直放置在涂层上并按压,使得耦合剂的膜变得尽可能薄。将探头平稳地保持在测量位置,直到显示稳定的测量值。
4 按GB/T37361-2019/ISO/TS19397:2015测厚方法的常见仪器(PosiTector 200)操作规程
4.1 检验准备
(1)取下测量探头前端的保护帽,按下导航键中部的确认键开机;
(2)探头零点调整:清洁探头,保持探头自然状态,按确认键进入菜单,选择校准设置—零点调整,待仪器自动完成零点调整;
(3)测量范围设定:当要测量的膜厚明显偏厚或偏薄时,可以按确认键进入菜单,选择校准设置—设定范围,通过上下键调整仪器测试范围的上下限设定,来获得更准确的读数;
(4)厚度校准:需要时可以对仪器进行厚度校准,将已知厚度的涂膜贴到金属底材上,测量其厚度,然后按确认键进入菜单,选择校准设置—厚度,通过+/-键将显示的读数调整为已知涂膜厚度,按确认键确认。
4.2 操作步骤
(1)将耦合剂涂在被测物表面,光滑表面用水作为耦合剂,粗糙表面用专用耦合剂;
(2)将探头平放在被测物表面上,按下探头,当听见两声“哔”声或仪器的指示灯亮,抬起探头,测量结果会显示在屏幕上,在同一点或移开探头在另一个位置按下探头,以获取第2个测量值;
(3)测量完成后,擦干耦合剂,将仪器放回收纳袋中,5min内没有操作仪器将自动关机。
4.3 维修保养
(1)小心使用,不要使超声波测厚仪跌落,并保护其免于污垢、灰尘和其他东西沾污,如探头有污垢,可用乙醇轻擦干净;
(2)使用后,应及时收回专用袋中;
(3)不要将超声波测厚仪曝露于强烈的直接阳光或其他引起温度骤变的外界环境之下。
5 常用涂层无损测厚技术
采用无损检测方法测厚既不破坏覆层也不破坏基材,检测速度快,故能使大量的检测工作经济性地进行。主要的常规涂层测厚技术有如下4种。
(1)磁吸引力涂层测厚技术
永久磁体(测头)和导磁钢的吸合力与二者相隔的距离呈一定的比例关系,即涂覆层的厚度。根据此理论制作的测厚仪,只要涂层与被涂底材之间的导磁性差值较大,即可进行测试。由于目前大部分的工业产品都是使用了结构钢材和热轧冷轧板材,因此,磁吸引力涂层测厚技术的使用范围较为广泛。该仪器的主要结构包括:磁性钢、接力弹簧、刻度尺和自动停机装置。当磁钢吸附到受试件上时,测试弹簧会逐渐被拉长。在磁钢脱开的一刹那,只要拉力超过了吸力,记录这瞬间脱离时的拉力大小就可以得到涂层的厚度。这种新的产品能使这种纪录进程实现自动化。各种型号的测量范围和应用范围都不一样。通常情况下,根据不同的机型,有相应的范围和适用范围,有0~100μm;0~1000μm;0~5mm 等,其测试精度达5%,可以达到工业使用的通用需求。该设备操作简单、坚固耐用、无需电源、无需校准、成本低廉,非常适用于工厂进行现场的质量控制。
(2)电涡流涂层测厚技术
在感应线圈内,由于高频的交流信号会在感应线圈内产生电磁场,当测头接近导体时,会在导体处形成涡流。当测头与导体的距离越近时,涡流越大,反射阻抗越高。这种反馈效应侧面反映了测头和导电基材的间距,即在导体基质上的不导电涂层的厚度。因为这种测头是用来测定非铁磁体金属基材上的不导电涂层的厚度,因此,一般称为非磁性测头。非磁性测头是由诸如白-镍基等新型材质的高频材料做线圈铁芯。它与磁感应原理基本差别在于:测头、信号的频率、信号的大小和标度关系等。和磁感应测厚技术一样,电涡流涂层测厚仪的分辨率为0.1μm,测量误差为1%,量程可达10mm。基于电涡流涂层测厚技术,原则上可以对导电体上的非导电体覆层均可测量,如航天飞行器表面、车辆、家电、铝合金门窗等表面的涂层。涂层材料有一定的导电性,通过校准也可以测量,但是需要其电导率之比≥3~5(例如铜上镀铬)。尽管钢铁基材也是导体,但其非涂层厚度测试更适合采用磁感应法涂层测厚技术。
(3)磁感应法涂层测厚技术
在应用磁感应原理时,通过测量从测头通过无铁磁涂层的流入磁性基体磁通量大小来表征涂层的厚度。还可以通过测量相应的磁阻值来表征包覆涂层的厚度。厚度越大,磁阻越大,而磁通量越低。采用磁感应原理的方法,理论上可以测量在磁性基材的非磁性涂层的厚度。通常情况下基材导磁率应>500。若涂层也具有磁性,则要求与基材的导磁率之差足够大(如钢上镀镍)。近几年随着技术的进步,在电路中引入了稳频、锁相和温度补偿等新技术,采用磁阻进行测量信号的调制。同时,由于采用了专利技术设计的集成电路,引进了微型计算机,使得测量准确度和重现性大大增加(接近一个量级),准确度可达1%,分辨率为0.1μm,范围为10mm。磁感应法涂层测厚仪可用于精密测定钢材的涂料、陶瓷、搪瓷防护层,塑料、橡胶涂覆层等,还包括铬、镍等各类有色金属电镀层,以及石化等行业的相关防腐蚀涂层。
(4)超声波涂层测厚技术
将探头置于涂层表面,探头发出的超声波脉冲穿过涂层到达基体,这些超声波脉冲从各层界面依次反射,又被探头的超声传感器所接受。分辨率为1μm,误差一般为3%。目前只有超声波涂层测厚技术主要用于非金属底材,也可以用于金属底材;涡电流测厚技术主要用于导电底材、非导电涂层;磁感应涂层测厚技术和磁吸引力涂层测厚技术主要用于磁性底材、非磁性涂层。
6 GB/T37361-2019/ISO/TS19397:2015 先进性与实用性
本标准等同采用国际标准ISO/TS19397:2015 漆膜厚度的测定超声波测厚仪法。主要介绍了在金属和非金属基材上使用超声波测厚仪测定涂层膜厚的方法。除了单层膜厚的测量,超声波测厚仪还可以测量复合涂层中各个涂层的膜厚,这是目前常规漆膜厚度的测定方法所不具备的,因此对于那些在特殊条件下涂层膜厚的测定具有非常重要的意义。本标准具有较好的实用性和科学性,标准水平达到国际先进水平。
7 结语
(1)超声波测厚是一种利用超声波在金属和非金属基材上测定涂膜厚度的方法。本标准的出台对于那些在特殊条件下漆膜厚度的测定具有非常重要的意义。本标准属于试验方法标准,其经济效益不明,但作为涂料行业的一种新型的试验方法标准,在行业内有着较大的影响。
(2)ISO/TS19397为国际通用方法标准,国内的涂料行业针对此项目的测定也是采用ISO/TS19397。本标准的制定使得国内涂料行业内有关该项目指标的测定方法能够很好地统一起来,且方便产品进入国际市场。
参考文献:
[1] 黄胜清. 超声波测厚技术的应用[J]. 化工管理, 2015, 47(3):47-48.
[2] 罗文, 张伟, 赫丽华等. 碳纤维复合材料表面雷达吸波涂层超声测厚方法研究[J]. 失效分析与预防, 2021, 16(4):233-237.
[3] ISO/TS 19397-2015, Determination of the film thickness of coatings using an ultras[S].2015.
[4] ASTM D6132—2013, Standard test method for nondestructive measurement of dry film thickness of applied organic coatings using an ultrasonic coating thickness gage[S].2013.
[5] DIN SPEC 55661 2013, Determination of the film thickness of coatings using an ultrasonic gage[S].2013.
本文转载自《涂层与防护》2023年1月第44卷第1期
10分
给您喜欢的文章打个分呗!
(0)
相关知识
GB/T 39126
GB/T 45001
GB/T 26396
GB/T 27341
GB/T 18518
GB T 23868
GB/T 18385
速看!GB/T 13662
GB/T 9961
GB/T 29652
网址: GB/T 37361 https://m.trfsz.com/newsview1670960.html